

Wtrysk żywicy
Wtrysk gumowania to proces produkcyjny służący do wytwarzania części z termoplastów, termoutwardzalnych tworzyw sztucznych oraz innych materiałów, w tym metali, szkła, elastomerów i wyrobów cukierniczych.Materiał jest wprowadzany do podgrzewanego bębna, mieszany i wypychany do wnęki formy, gdzie się chłodzi i twardnieje, przyjmując kształt wnęki.Po zaprojektowaniu produktu, zazwyczaj przez projektanta przemysłowego lub inżyniera, formy są wykonane przez formiarza (lub narzędziowca) z metalu, zwykle ze stali lub aluminium, i precyzyjnie obrabiane, aby nadać cechy pożądanego elementu.Wtrysk tworzyw sztucznych jest powszechnie stosowany do produkcji różnorodnych części, od najmniejszych elementów po całe panele karoserii samochodów.
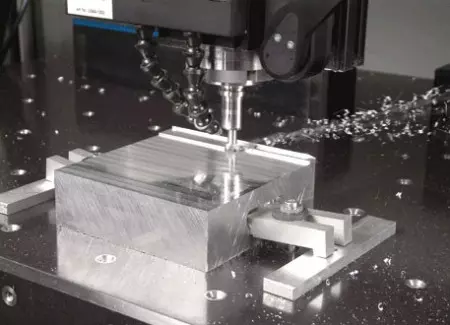
Forma lub matryca to powszechnie używane terminy opisujące narzędzia używane do produkcji plastikowych części w procesie formowania. Ponieważ formy były drogie w produkcji, zazwyczaj używano ich tylko przy masowej produkcji, gdzie produkowano tysiące części. Typowe formy są wykonane z hartowanej stali, stali przedhartowanej, aluminium i/lub stopu miedziowo-berylowego. Wybór materiału do budowy formy jest przede wszystkim kwestią ekonomii; ogólnie rzecz biorąc, formy stalowe są droższe w budowie, ale ich dłuższa żywotność zrekompensuje wyższy koszt początkowy przez większą liczbę wykonanych części przed zużyciem. Formy ze stali wstępnie hartowanej są mniej odporne na zużycie i są stosowane do mniejszych wymagań wolumenowych lub większych elementów. Typowa twardość stali wynosi 38-45 na skali Rockwella-C. Stalowe formy hartowane są poddawane obróbce cieplnej po obróbce mechanicznej. Pod względem odporności na zużycie i trwałości są one zdecydowanie najlepsze. Typowe zakresy twardości wynoszą od 50 do 60 Rockwell-C (HRC). Formy aluminiowe mogą kosztować znacznie mniej i, gdy są zaprojektowane i wykonane za pomocą nowoczesnego sprzętu komputerowego, mogą być ekonomiczne do formowania dziesiątek lub nawet setek tysięcy części. Miedź berylowa jest używana w obszarach formy, które wymagają szybkiego usuwania ciepła lub obszarów, w których generowane jest najwięcej ciepła spowodowanego ścinaniem. Formy mogą być wykonane zarówno przez obróbkę CNC, jak i przez procesy elektroerozyjne.
